М. Герасимович, Радио №4/1964, ст.26
В «Радио» № 9 за 1963 год опубликована статья инженера Львовского электролампового завода М. Герасимовича «Как продлить «жизнь» кинескопа», которой наши читатели очень заинтересовались. Ниже мы публикуем статью этого же автора, в которой описаны простейшие способы проверки кинескопов, особо интересные потому, что проверку можно производить, не вынимая кинескопа из телевизора. Редакция надеется, что эта статья окажет большую помощь работникам телеателье и тем радиолюбителям, которые занимаются телевидением.
Проверку качества кинескопа следует начинать с определения эмиссионной способности катода. В кинескопах типа 43ЛК2Б, 43ЛКЗБ, 43ЛК9Б и 40ЛК1Б величина эмиссионного тока катода колеблется от 3 до 15 ма. Измерение этого тока часто производят по схеме рис. 1, а при UH=6,3 в и £/мод=+20 в. При такой методике измеряется ток эмиссии. со всей поверхности катода, но во время работы телевизора электронный луч создается в основном электронами, эмиттируемыми той поверхностью катода, которая расположена ближе к отверстию в модулирующем электроде. Часто бывает так, что эта часть катода уже непригодна, а остальные его части излучают достаточное количество электронов. В этом случае измерение по описанному выше способу может показать хороший ток эмиссии, но экран кинескопа не будет светиться, так как тока луча (рабочего тока) не будет. Поэтому измерять эмиссионную способность катода следует, включая кинескоп триодом, как это показано на рис. 1, б. Величину напряжения на экранирующем электроде, который используется в качестве анода триода, подбирают экспериментально. Для кинескопов типа 43ЛК2Б, 43ЛКЗБ это напряжение равно 450 в и для кинескопов типа 43ЛК9Б — 400 в.
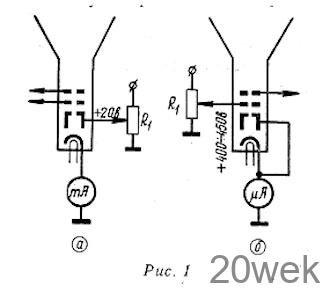
Полный ток луча кинескопа при этих напряжениях должен быть порядка 1100 мка. Он колеблется в зависимости от качества рабочей части катода, но кинескоп с полным током луча даже в 400 мка в состоянии проработать не менее года. Следует учесть, что в начале работы нового кинескопа ток луча может увеличиваться вследствие активирования катода.
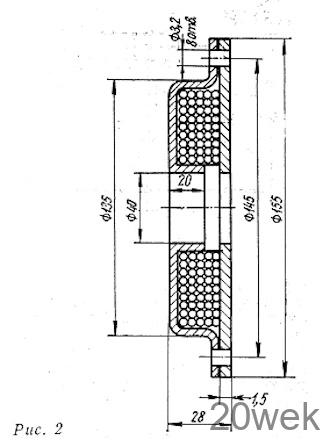
Определить качество рабочей поверхности катода можно также путем непосредственного просмотра изображения этой поверхности на экране кинескопа. Для получения электронного изображения катода на экране кинескопа нужно одеть на горловину кинескопа катушку, каркас которой изготовлен из мягкой стали по рис. 2. Катушка содержит 3000 витков провода ПЭЛ 0,1. Можно также использовать фокусирующую катушку от телевизоров, где применяются кинескопы с магнитной фокусировкой луча (лучше всего от телевизора «Темп» или «Темп-2»). Для того чтобы получить электронное изображение катода, на самодельную катушку необходимо подать постоянное напряжение 600 в, а на катушку «Темпа» — 25 в. Фотографии изображений катодов различного качества показаны на четвертой странице вкладки в журнал. Из них видно, что чем больше затемненных мест на изображении, тем хуже качество катода.
Затем определяют крутизну- модуляционной характеристики кинескопа Smод, которая представляет собой отношение изменения анодного тока дIa к изменению напряжения модулятора дUмод. Для этого можно воспользоваться схемой измерения, изображенной на рис. 1, б, подключив дополнительно к модулятору необходимый для отпирания и запирания кинескопа источник отрицательного напряжения в пределах 0-90 в. Изменяя это напряжение, по микроамперметру, включенному в цепь катода, устанавливают ток I1= 100 мка и замечают напряжение U1 на модуляторе. Затем устанавливают ток I2=1 мка, при котором кинескоп практически заперт, и вновь замечают напряжение U2 на модуляторе.
Крутизна модуляционной характеристики определяется по формуле
У хороших кинескопов крутизна модуляционной характеристики 3,3-5,5 мка/в и выше. Разброс определяется качеством катода, величиной запирающего напряжения и т. д.
После того, как установлена крутизна модуляционной характеристики, кинескоп проверяют на междуэлектродные обрывы и замыкания. Прежде всего следует хорошо осмотреть монтаж и выводы электронно-оптической системы. Возможно, что обрывы или замыкания электродов будут видны. Затем нужно обратить внимание на стеклянную ножку, в которую впаяны выводы электродов, нет ли там напыления металла. Во время работы кинескопа с нагретой докрасна гильзы катода распыляется металл. Это может быть причиной образования на ножке проводящих мостиков между выводами электродов.
Больше всего четкость изображения ухудшают токи утечки между катодом и подогревателем, которые могут увеличиваться из-за снижения изоляционных свойств алундового покрытия подогревателя или неправильного монтажа телевизора. Токи утечки между катодом и подогревателем при разности потенциалов между ними 135 в не должны превышать 100мка для 70° кинескопов и 30 мка для 110° кинескопов.
Все замыкания между электродами и обрыв подогревателя, если их не видно простым глазом, можно обнаружить при помощи авометра. Обрыв катода и модулятора легко определить по изображению на экране кинескопа, но прежде чем менять кинескоп необходимо убедиться в том, что выводы этих электродов имеют надежный контакт со штырьками цоколя.
Если после проверки эмиссионных свойств катода, модуляционной характеристики, замыканий и обрывов электродов еще неясно, вышел ли кинескоп из строя, то нужно определить качество вакуума в нем. Вакуум характеризуется величиной давления остаточных газов в колбе кинескопа. Описанный здесь способ измерения давления этих газов основан на их ионизации, которая производится электронным лучом кинескопа. В результате ионизации нейтральные молекулы газа превращаются в заряженные положительные ионы, число которых служит мерой общего количества молекул газа. Таким образом величина давления остаточных газов определяется по ионному току, который в годных кинескопах составляет доли микроампера.
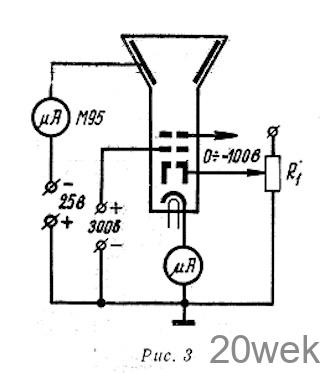
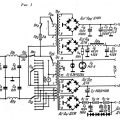
Для измерения такого незначительного тока требуется очень чувствительный прибор, например переносный многопредельный микроамперметр типа М95 с шунтом P4. Схема, по которой производятся измерения, показана на рис. 3. Самое измерение производится следующим образом.
Потенциометром R1 по микроамперметру в цепи катода устанавливают величину тока 250 мка. При этом микроамперметр М95, включенный в цепь второго анода, покажет величину ионного тока. Давление остаточных газов (Р) находят пб формуле: Р (мм ртутного столба) = K• Iион (мка). В этой формуле К — эмпирический коэффициент, который зависит от расположения и геометрических размеров электроннооптической системы кинескопа. Для кинескопов 43ЛК2Б величина К равна 2,5-10-4, а для 43ЛК9Б — 4,0*10-4. В некоторых случаях прибор М95 может показывать сумму ионного тока и токов утечки в цепи второго анода. Наличие этих токов нужно всегда проверять. При проверке катод кинескопа должен быть отсоединен.
Обычно давление остаточных газов в пригодных кинескопах находится в пределах 1×10-5-1×10-7 мм ртутного столба. Кинескопы с давлением остаточных газов хуже 1×10-5 мм ртутного столба ненадежны в работе.