А. Шевченко, Радио №10/1964, ст.22
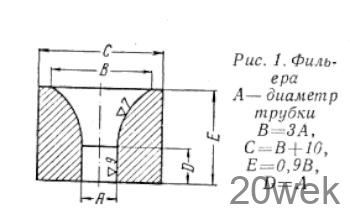
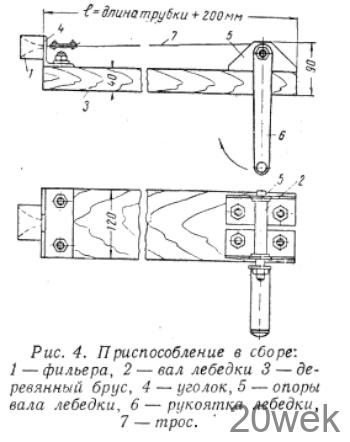
Приспособление, чертежи деталей которого приведены на рис. 1—5, предназначено для изготовления алюминиевых трубок диаметром 6—35 мм для антенн. Для этой цели используется листовой алюминий толщиной от 0;8 до 3 мм. Главная деталь приспособления, фильера (рис. 1), выточена из стали У7—У9 на токарном станке. Внутренний конус ее должен быть тщательно обработан и иметь гладкую поверхность, так как от этого зависит качество изготовления трубок. Поэтому после токарной обработки деталь шлифуют мелкозернистой шкуркой, а затем пастой ГОИ. Можно обойтись без пасты, если воспользоваться мелкозернистой наждачной бумагой, смазанной маслом. Затем деталь закаливают и снова шлифуют.
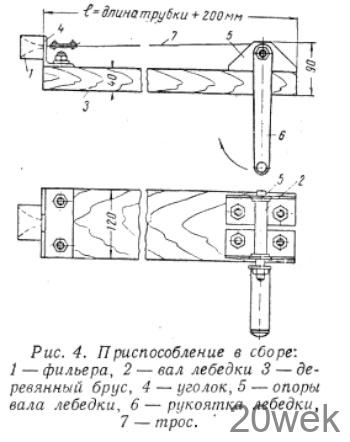
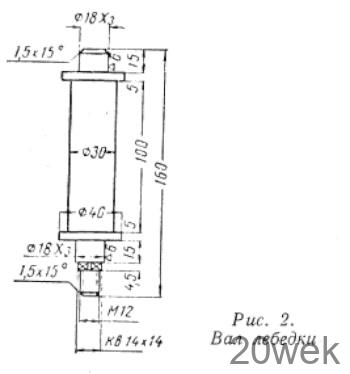
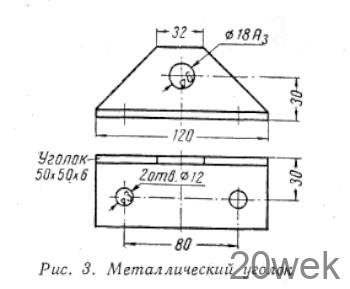
Для изготовления вала лебедки (рис. 2) берут деревянный брус или толстую доску. При помощи металлического уголка (рис. 3) к нему прикрепляют фильеру. На расстоянии, равном длине заготовки трубки плюс 10—15 см от последней, устанавливают лебедку с тросом диаметром 5—6 мм. На конце троса имеется зажим. На этом сборка приспособления заканчивается (рис. 4). Из алюминия вырезают заготовку длиной 15—20 см и шириной, равной длине окружности трубки. На расстоянии 50—55 мм от конца заготовку срезают на угол так, чтобы ширина срезанного конца была на 1/4 меньше другого. С помощью молотка сворачивают в трубку срезанную часть заготовки, вставляют ее в фильеру и соединяют с тросом.
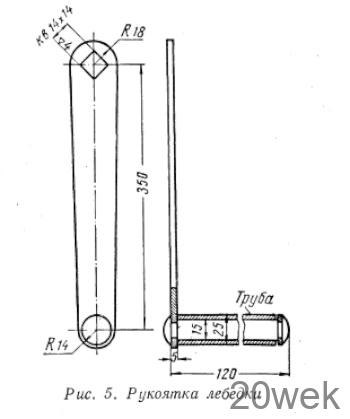
Вращая ручку лебедки (рис. 5), протягивают заготовку через фильеру до тех пор, пока не получится трубка с ровной немятой поверхностью.
Трубку снимают в том месте, где получилась наиболее гладкая поверхность, её разгибают и точно измеряют ширину заготовки. Этот размер будет образцом для массового изготовления трубок. Отклонения от этой величины не должны превышать ± 2—3%. Для уменьшения трения заготовку с наружной стороны смазывают автолом или солидолом