
НАМОТОЧНЫЙ СТАНОК
И. СТЕПАНОВ, Радио №5/1966, ст.33
Станок предназначен для намотки провода диаметром от 0,09 до 0,5 мм виток к витку или с заданным шагом. Наибольшая длина ряда — 155 мм. Указанные величины легко могут быть изменены. Общий вид станка помещен на 3-й странице обложки.
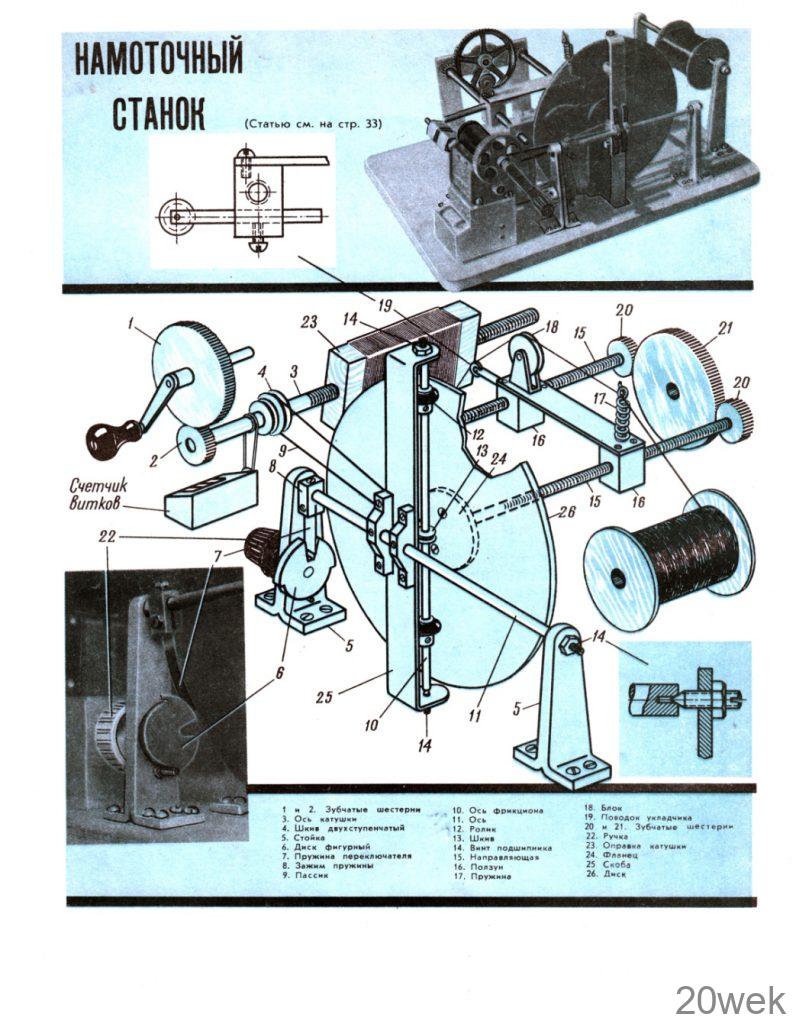
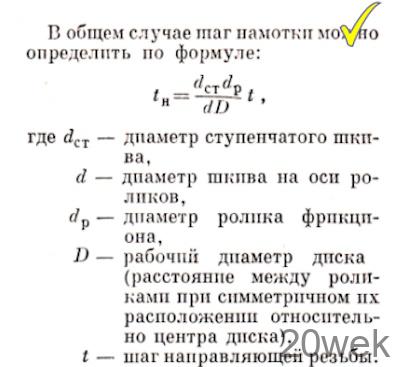
Работа станка. От рукоятку ручного привода через ускоряющую передачу (детали 7, 2) вращение передается рабочей оси 5, на которой гайками зажата оправка наматываемой катушки 23. Рабочая ось 3 и ось 10 роликов фрикциона 12 связаны резиновым пассиком через шкивы 4 п 13. Шкив 4 на рабочей оси выполнен двухступенчатым, что позволяет изменять общее передаточное число в 2,1 раза, при этом получаются два диапазона шага укладки провода: 0,09—0,24 мм и 0,2—0,5 мм. В пределах каждого диапазона плавное изменение передаточного отношения производят путем перестановки роликов 12 по оси 10. Чем дальше от центра диска 26 установлены ролики, тем медленнее вращается диск и тем на меньший шаг передвигается каретка укладчика при каждом обороте рабочей оси. В общем случае шаг намотки можно определить по формуле:
При изменении направления вращения диска изменяется направление перемещения каретки укладчика. Это достигается путем прижатия к диску или верхнего, или нижнего ролика фрикциона. Переключение осуществляют поворотом ручки 22 на 180°, при этом поворачивается фигурный диск 6, толкая краем выреза плоскую пружину 7 и фиксируя ее выступом большего радиуса. Пружина поворачивает ось 11 и жестко связанную с ней скобу 25 с осью роликов 10. Необходимое усилие прижатия роликов к диску обеспечивается за счет жесткости пружины. Вращение фигурного диска ограничивается стопорным винтом, расположенным на стойке ниже диска. Каретка укладчика состоит из двух гаек-ползунков 16, соединяющей их планки, блока 18, хобота 19 с блоком на конце и пружины 17 натяжения провода. Хобот в зависимости от размеров наматываемой катушки может быть выдвинут больше пли меньше и закреплен в этом положении винтом. Каретка перемещается по двум направляющим 15, имеющим резьбу М8. Направляющие вращаются синхронно благодаря зубчатой передаче (детали 20, 21, 20).
Детали. (Рис. 1.)В качестве узла, состоящего из рукоятки, зубчатой передачи и рабочей оси, применен индуктор телефонного аппарата БМ. В подставке, на которой установлен индуктор, смонтирован счетчик числа витков. Счетчик можно использовать от спидометра, велосипедного или электрического счетчика.
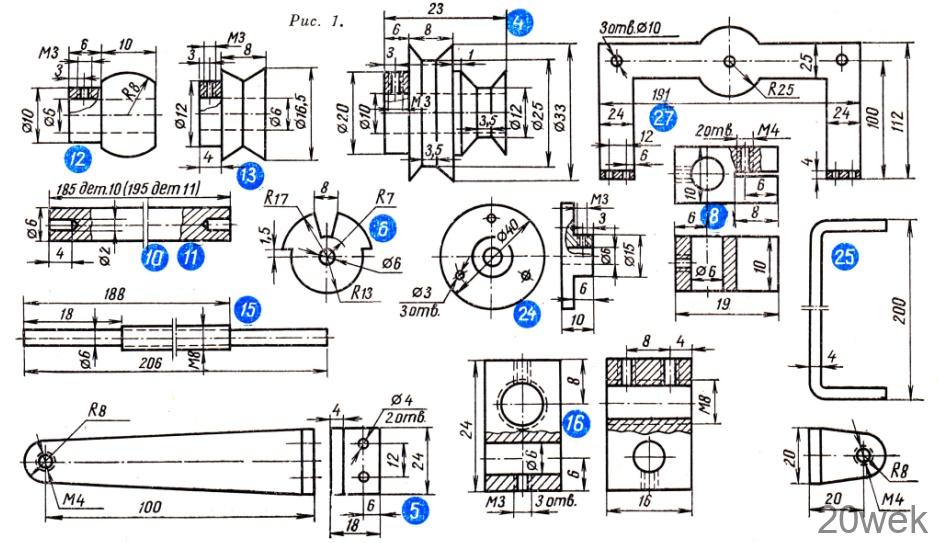
Диск 26 лучше вырезать из органического стекла толщиной 3,5 мм или, в крайнем случае, из высококачественной фанеры толщиной 4,5 — 6 мм. Следует отметить, что диск, изготовленный из алюминиевых сплавов, не обеспечивает необходимой величины трения с роликами фрикциона. На ролики 12 для увеличения сцепления с диском надеты отрезки тонкостенной резиновой трубки, например от детской соски-пустышки. Резиновый пассик 9 имеет диаметр 3,5 мм и развернутую длину около 32 см. Пружина 17 имеет 12—16 витков стальной проволоки диаметром 0,35 мм. Верхние два витка отогнуты и обшиты тонкой кожей, чтобы исключить возможность повреждения эмали провода. Плоская пружина переключателя 7 отрезается от часовой заводной пружины, ее примерные размеры 42X7X0,35 мм.
Стойки 5 п 27 изготовлены из листового алюминия толщиной 3—4 мм. Стойки изгибают, как показано на чертеже, и склепывают попарно, после чего их обрабатывают напильником п наждачной бумагой. Для направляющих 15 в стойки 27 вставляют бронзовые втулки от обычных потенциометров СП или ВК. В качестве подшипников осей 10 и 11 и оси катушки с проводом применены винты 14 с коническим концом. После регулировки положение винтов фиксируется контргайками.
Фигурный диск 6 переключателя посажен на свою ось наглухо.
Станок монтируется на плоском основании, изготовленном из многослойной фанеры. Размеры основания 430X320 мм. Внизу к основанию привинчены резиновые амортизирующие ножки. Для уменьшения общей высоты станка в основании делаются прорези для края диска и нижнего конца скобы.
При сборке станка необходимо добиться отсутствия люфта осей, направляющих и блока на конце хобота. Оси 3, 11 и направляющие 15 должны находиться на одном уровне, шкив 13 должен быть расположен строго против центра диска. Ролики 12 в нейтральном положении должны отстоять от поверхности диска на 3-5 мм.
Работа со станком. Установка роликов по заданному диаметру провода или шагу укладки производится по рискам с цифрами, нанесенными на диске. Отлаженный станок производит безукоризненную укладку провода.
